


沉降板生锈的处理方法通常包括以下几个步骤: 物理除锈:首先,可以采用物理方法去除锈迹,如使用粗砂纸或钢丝刷对生锈部位进行打磨,以去除表面的锈迹。在操作时,应注意不要损害沉降板的其他部分,尤其是钢筋。 清洁处理:除锈后,应对生锈区域进行清洁,去除打磨产生的碎屑和灰尘。可以使用清洁剂或清水冲洗,确保锈迹被彻底清除。 化学防护:在去除锈迹并清洁干净后,可对沉降板进行化学防护处理。市面上有多种类型的防锈涂料,可以选择适合的涂料对沉降板进行涂抹,以隔绝氧气和水分,防止再次生锈。 使用防锈材料:在处理后的沉降板上,可以铺设一层防锈材料,如防锈漆或特殊的防护膜,以提供额外的保护。 定期检查与维护:对于已处理的沉降板,应定期进行检查和维护。一旦发现有新的锈迹,应立即进行处理,避免锈迹扩散。 环境控制:尽量减少沉降板接触水分和氧气的环境,如避免在潮湿的地方存放,确保存储环境的干燥。


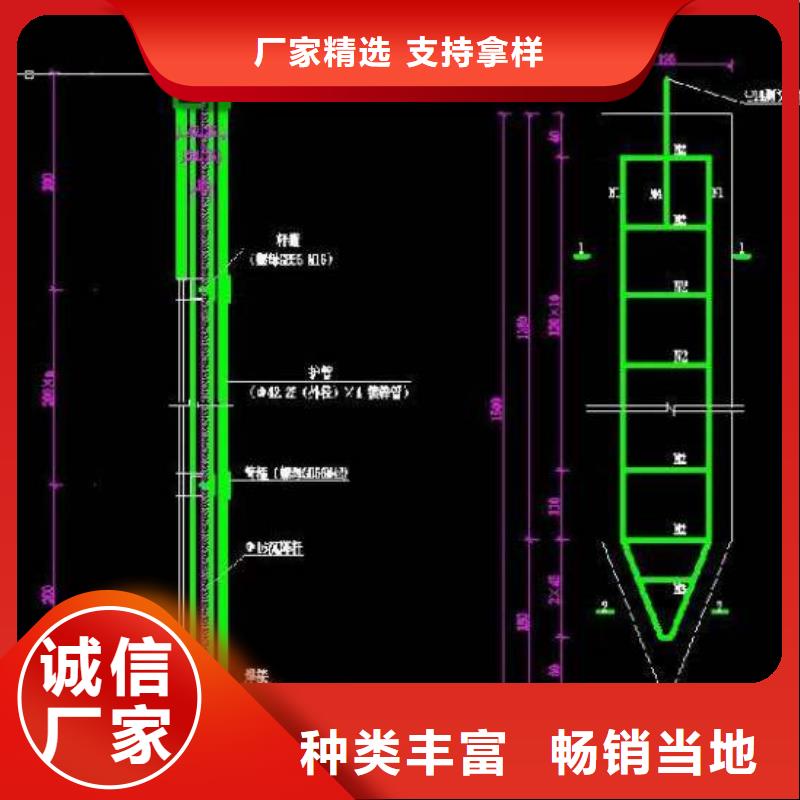
如果您的城市下雪了,那么在进行沉降板的制作和焊接工作时,需要特别注意相关的规范和标准,以确保施工质量和安全性。以下是一些关于沉降板规范焊接的详细信息: 沉降板尺寸:沉降板的底板尺寸一般为120cm x 50cm x 3cm,测杆采用40mm钢管,与底板固定在垂直位置上,保护套采用塑料套管,套管尺寸以能套住测杆并使标尺能进入测头为宜。 沉降板焊接:在焊接沉降板时,应使用符合设计要求和有关标准规定的焊接材料,并进行质量证明书和烘焙记录的检查。焊缝必须经过探伤检验,并符合设计要求和施工及验收规范的规定。 焊接接头形式和尺寸:焊接接头形式和尺寸应按照GB985-986中的规定执行。当采用手工焊时,焊条型牌号为E4303(J422)。 焊接检验:焊接接头经外观检查合格后,应按照JB4730规定进行局部射线、附近声波或磁粉无损检测。检验结果应符合射线级合格、附近超声波检测级合格的要求。磁粉或渗透检测的缺陷等级评定应符合JB/4735-97中的规定。 消除应力热处理:锥体、附近筒体的焊缝焊后应进行消除应力热处理。 成品保护:焊后不准撞砸接头,不准往刚焊完的钢材上浇水。低温下应采取缓冷措施。不准随意在焊缝外母材上引弧。各种构件校正好之后方可施焊,并不得随意移动垫铁和卡具,以防造成构件尺寸偏差。隐蔽部位的焊缝必须完隐蔽验收手续后,方可进行下道工序。


